INSTALLATION
Metrische und Unified-Gewindesteigungen, mit und ohne Tangtreiber
Gewindeeinsätze sind dafür ausgelegt, in Löcher mit geeigneter Gewindebohrung eingesetzt zu werden und die Toleranz des Gehäusegewindes zu übernehmen. Zum Beispiel erzeugt das Gewindeschneiden für Gewindeeinsätze M6 (manchmal als EG-M6 oder STI M6 bezeichnet) mit einem Gewindebohrer in der Toleranz EG-M6 6H oder STI-M6 6H ein M6 6H-Gewinde, sobald der Einsatz installiert ist.
Eine korrekte Ausführung der mechanischen Bearbeitung des Einsatzgehäuses bestimmt die finale Toleranzklasse und erleichtert die Installation von Gewindeeinsätzen. Eine fehlerhafte Ausführung der Gehäusegewindebohrung ist nicht nur eine potenzielle Ursache für Abweichungen, sondern oft auch der Grund für Installationsprobleme bei Gewindeeinsätzen.
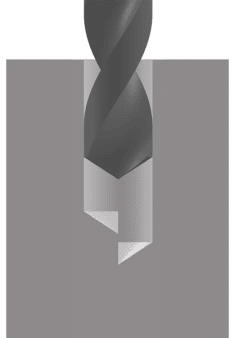
Schritt 1 – Bohren
Der Bohrdurchmesser und die Bohrtiefe müssen auf Grundlage der unten angegebenen Bohrtabelle ausgewählt werden. Die Gewindebohrdurchmesser müssen den Normen NASM33537 und MA1567 entsprechen und nach den Gewindeschneidarbeiten sowie eventuellen Nachbehandlungen (Eloxieren, chemischer Film, etc.) gemessen werden.
Das empfohlene Führungsloch ist als Vorschlag zu verstehen, basierend auf den Eigenschaften des zu bohrenden Materials und um eine lange Lebensdauer des Gewindebohrers bei harten Materialien zu gewährleisten. Es handelt sich hierbei um Durchschnittswerte, die für die meisten Anwendungen geeignet sind, aber es kann spezifische Anwendungen geben, die Anpassungen erfordern, um die korrekten Gewindebohrdurchmesser und Toleranzen zu erreichen. Beispielsweise sollten bei Beschichtungen oder Behandlungen (Eloxieren, chemischer Film, etc.) Anpassungen vorgenommen werden.
Die Bohrtiefe für Sacklöcher hängt von der Methode der Gewindeeinsatzinstallation ab. Dabei sollten die Senkung des Lochs, die Art des verwendeten Gewindebohrers und das Entfernen des Tangs berücksichtigt werden (Tangless®-Gewinde haben keinen Tang). Gewindeeinsätze werden typischerweise ¾ bis 1-½ mal die Gewindesteigung unterhalb der Oberfläche des gesenkten Lochs installiert. Sie können auch in anderen Tiefen installiert werden, wenn spezifische Platzbeschränkungen dies erfordern. Ohne Senkung können Einsätze ¼ bis ½ mal die Gewindesteigung unterhalb der Oberfläche installiert werden.
Die minimale Materialstärke, falls keine Senkung vorgenommen wird, entspricht der Nennstärke des zu installierenden Gewindes


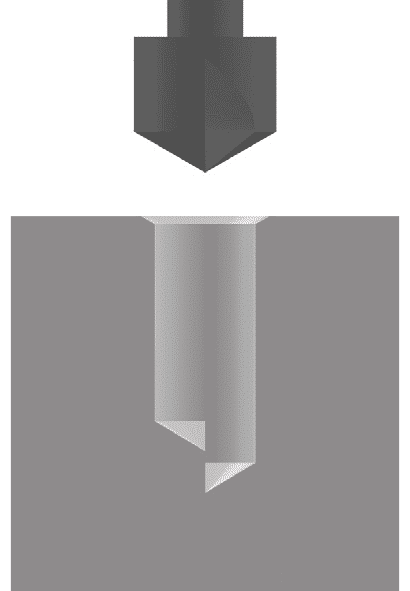
Schritt 2 – Senken
Vor dem Gewindeschneiden ist es ratsam, das Loch mit einem Senker von 120° ± 5° und einem Durchmesser entsprechend M, wie in den Tabellen angegeben, zu senken. Dies verhindert dünne Materialgrate am Lochausgang, die leicht beschädigt werden könnten.
Der Senkungswinkel von 120° wird verwendet, da 60° auf jeder Seite dem Winkel des Gewindes und dem Drahtquerschnitt des Einsatzes entsprechen. Diese Kombination macht die Installation des Einsatzes schneller und sicherer.
Die Werte F und H werden mit einer Senktiefe von 1/2 der Gewindesteigung berechnet.
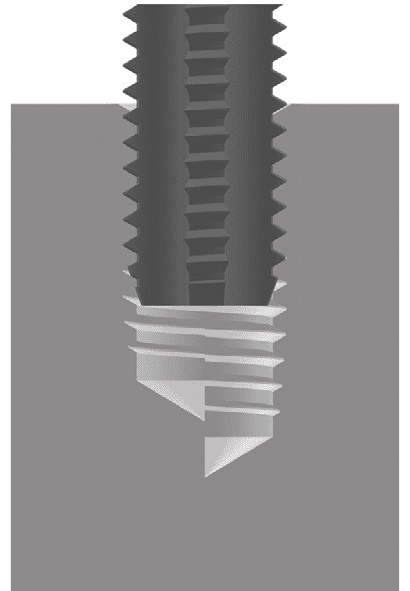
Schritt 3 – Gewindeschneiden
Bei der Gewindetiefe in Sacklöchern muss die Art des verwendeten Gewindebohrers berücksichtigt werden. Orientieren Sie sich an den Tabellen für Richtwerte. Die in der Tabelle angegebene Gewindeschneidtiefe wird unter Berücksichtigung einer normalen Installation mit Senkung berechnet. Wenn keine Senkung vorgenommen wird, kann die Tiefe reduziert werden.
Die Toleranzklasse H oder B des fertigen Gewindes mit eingesetztem Gewindeeinsatz hängt von der Gewindebohrertoleranz ab. Der eingesetzte Gewindeeinsatz wird eine Toleranz innerhalb der Parameter der Gewindebohrertoleranz aufweisen.
Typischerweise wird die engere Toleranzklasse 4H oder 3B in militärischen oder Luft- und Raumfahrtanwendungen verwendet. Diese wird auch für Gewindeeinsätze mit Sicherungsgewinden empfohlen, um bessere Bremsparameter und eine höhere Sicherheit zu erreichen. Die Toleranzklasse 5H, 6H oder 2B ist für die meisten industriellen und kommerziellen Anwendungen sowie für die Reparatur beschädigter Gewinde geeignet.
Schritt 4 – Inspektion
Die Gewindetoleranzklasse muss vor der Installation des Einsatzes erreicht werden. Behandlungen oder Oberflächenbeschichtungen können die Gewindetoleranz erheblich verändern und erfordern möglicherweise weitere Anpassungen. Es wird stets empfohlen, Gewinde mit einer GO-NO-GO-Lehre zu prüfen.
Es ist nicht erforderlich, den installierten Einsatz zu überprüfen, da dieser die Toleranz des Gewindebohrers übernimmt. Der Versuch, den Einsatz nach der Installation zu prüfen, schlägt wahrscheinlich fehl, da sich der Einsatz erst mit der Montage und dem Anziehen der Schraube setzt.
Außerdem ist es unmöglich, einen Sicherungseinsatz zu prüfen, da die Bremswendel die Passage der Prüflehre verhindert.
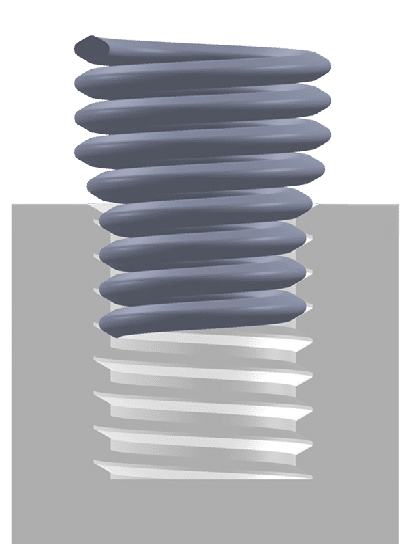
Schritt 5 – Installation
Die Einbautiefe hängt von der Senkung ab: Bei einer vorhandenen Senkung wird der Einsatz ¾ bis 1-½ Umdrehungen unterhalb der Oberfläche installiert, bei fehlender Senkung ¼ bis ½ Umdrehung unterhalb der Oberfläche.
Tangless-Einsätze können mit verschiedenen manuellen, elektrischen oder pneumatischen Werkzeugen installiert werden. Die Wahl des effektivsten Installationswerkzeugs hängt von verschiedenen Faktoren ab. Konsultieren Sie unsere Techniker, die Ihnen basierend auf Ihrer Anwendung das passende System empfehlen können.

Beim Einsatz von Tangless-Einsätzen (ohne Tang) sind keine zusätzlichen Arbeitsschritte erforderlich.

Schritt 6 – Tang-Entfernung
Die Entfernung des Tangs wird stets empfohlen, um sicherzustellen, dass der Gewindeeinsatz durch die maximale Anzahl an Windungen hindurchgreift. Dies gewährleistet eine bessere Haltekraft und ein höheres Drehmoment bei der Verwendung von selbstsichernden Einsätzen.
Die Tang-Entfernung ist in allen militärischen und Luft- und Raumfahrtanwendungen obligatorisch und in allen kritischen Anwendungen ratsam, da der Tang unter hohen Belastungen brechen und Schäden an der Ausrüstung verursachen kann.
Die Tang-Entfernung kann mit einer Zange für größere Durchmesser, mit einem Dorn, der etwas kleiner ist als der Innendurchmesser des Gewindeeinsatzes, oder mit speziellen automatischen Federwerkzeugen zur Tang-Entfernung durchgeführt werden.
Entfernung des Gewindeeinsatzes
Bei einem Installationsfehler kann der Gewindeeinsatz mit den entsprechenden Entfernungstools aus seiner Position entfernt werden.
Tangless-Einsätze:
Das Werkzeug hat eine ähnliche Konfiguration wie das Installationswerkzeug. Der Unterschied liegt im Entnahmewiderhaken, der es ermöglicht, den Einsatz durch eine Abschraubbewegung zu entfernen, ohne das Bauteil, das Gewinde oder den Einsatz zu beschädigen. Es kann auch verwendet werden, um die Einsetztiefe des Gewindeeinsatzes anzupassen. Diese Methode ist zerstörungsfrei und verursacht keinerlei Schäden am Einsatz.
Tanged-Einsätze:
Das Werkzeug ist ein scharfer Keil mit einem T-Griff. Die Klinge muss in die erste Windung des Einsatzes eingeführt werden (ein Hammer kann erforderlich sein). Anschließend wird das Werkzeug gegen den Uhrzeigersinn gedreht, während weiterhin Druck ausgeübt wird, bis der Einsatz herausgeschraubt ist. Die Entfernung ist nur möglich, wenn der Einsatz nicht zu tief installiert wurde und die Keilklinge die erste Windung erreichen kann. Die Entnahmeoperation von Tanged-Einsätzen führt häufig zu Schäden am Bauteil.

Tangless-Entfernungswerkzeug

BOHREN – METRISCHES GEWINDE

BOHREN – UNC-UNF GEWINDE
